Vår vägledande princip är att respektera kundens ursprungliga design samtidigt som vi utnyttjar vår produktionskapacitet för att skapa kretskort som uppfyller kundens specifikationer. Alla ändringar av den ursprungliga designen kräver skriftligt godkännande från kunden. När MI:s ingenjörer får ett produktionsuppdrag granskar de noggrant alla dokument och all information som kunden tillhandahåller. De identifierar också eventuella avvikelser mellan kundens data och vår produktionskapacitet. Det är avgörande att fullt ut förstå kundens designmål och produktionskrav, och säkerställa att alla krav är tydligt definierade och genomförbara.
Att optimera kundens design innebär olika steg som att designa stacken, justera borrstorleken, utöka kopparledningarna, förstora lödmaskfönstret, modifiera tecknen i fönstret och utföra layoutdesign. Dessa modifieringar görs för att anpassas till både produktionsbehov och kundens faktiska designdata.
PCB-produktionsprocess

Mötesrum

Allmänt kontor
Processen att skapa ett kretskort (PCB) kan i stort sett delas upp i flera steg, där varje steg involverar en mängd olika tillverkningstekniker. Det är viktigt att notera att processen varierar beroende på kortets struktur. Följande steg beskriver den allmänna processen för ett flerskikts-PCB:
1. Skärning: Detta innebär att arken trimmas för att maximera utnyttjandet.

Materiallager

Prepreg-skärmaskiner
2. Produktion av det inre lagret: Detta steg är främst för att skapa den interna kretsen för kretskortet.
- Förbehandling: Detta innebär att rengöra kretskortets substratyta och ta bort eventuella ytföroreningar.
- Laminering: Här fästs en torr film på kretskortets substratyta och förbereds för efterföljande bildöverföring.
- Exponering: Det belagda substratet exponeras för ultraviolett ljus med hjälp av specialutrustning, vilket överför substratbilden till den torra filmen.
- Det exponerade substratet framkallas sedan, etsas och filmen avlägsnas, vilket fullbordar produktionen av det inre lagerkortet.

Kanthyvlingsmaskin

LDI
3. Intern inspektion: Detta steg är främst för att testa och reparera kortkretsarna.
- Optisk AOI-skanning används för att jämföra kretskortsbilden med data från ett kort av god kvalitet för att identifiera defekter som glipor och bucklor i kortbilden. - Eventuella defekter som upptäcks av AOI repareras sedan av relevant personal.

Automatisk lamineringsmaskin
4. Laminering: Processen att sammanfoga flera inre lager till en enda platta.
- Brunning: Detta steg förstärker bindningen mellan kortet och hartset och förbättrar kopparytans vätbarhet.
- Nitning: Detta innebär att skära PP-skivan till lämplig storlek för att kombinera det inre lagerskivan med motsvarande PP-skiva.
- Värmepressning: Skikten värmepressas och stelnar till en enda enhet.

Vakuum varmpressmaskin
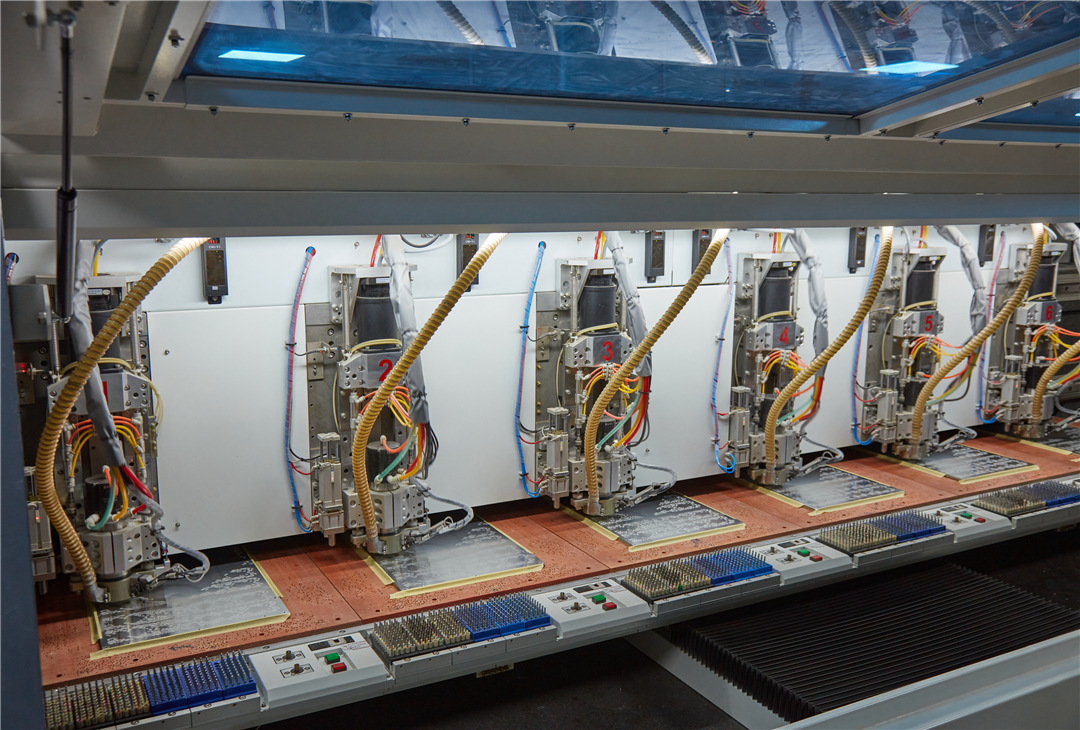
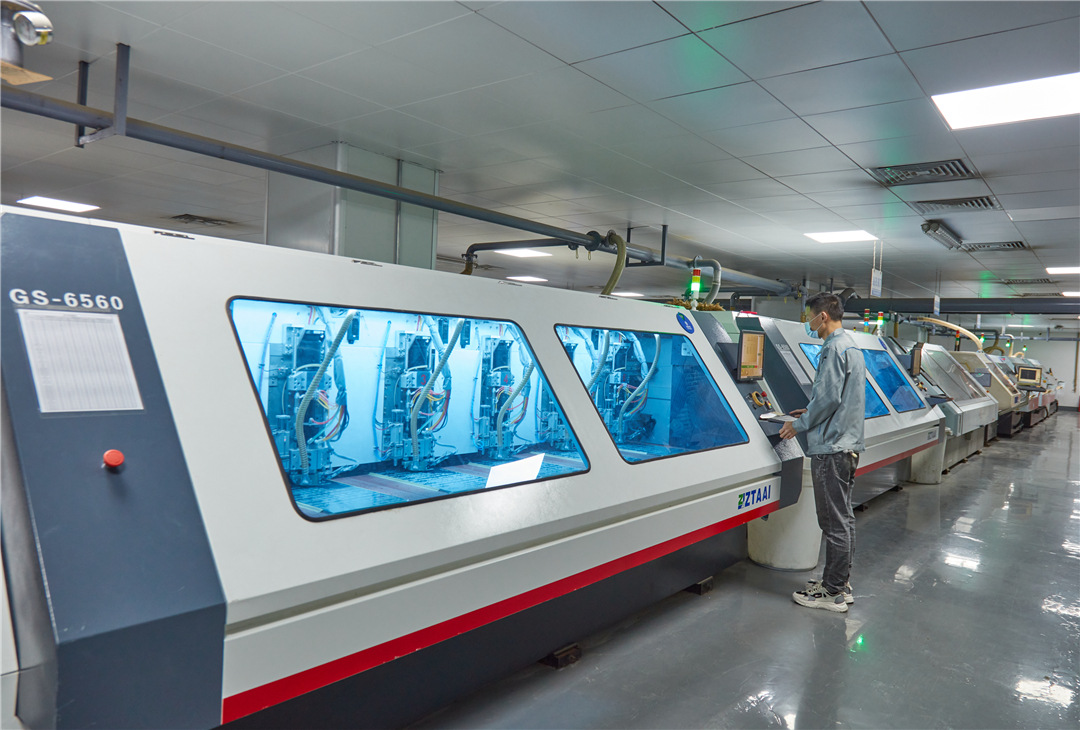
Borrmaskin

Borravdelningen
5. Borrning: En borrmaskin används för att skapa hål med olika diametrar och storlekar på kortet enligt kundens specifikationer. Dessa hål underlättar efterföljande pluginbearbetning och hjälper till med värmeavledning från kortet.

Automatisk sänkande koppartråd

Automatisk pläteringsmönsterlinje

Vakuumetsningsmaskin
6. Primär kopparplätering: Hålen som borras på kortet är kopparpläterade för att säkerställa ledningsförmåga över alla kortlager.
- Gradning: Det här steget innebär att man tar bort grader på kanterna av hålet i kretskortet för att förhindra dålig kopparplätering.
- Limborttagning: Eventuella limrester inuti hålet avlägsnas för att förbättra vidhäftningen under mikroetsningen.
- Hålkopparplätering: Detta steg säkerställer ledningsförmåga över alla kortlager och ökar kopparytans tjocklek.

AOI

CCD-justering

Baklödmotstånd
7. Bearbetning av det yttre lagret: Denna process liknar den inre lagerprocessen i det första steget och är utformad för att underlätta efterföljande kretsskapande.
- Förbehandling: Skivans yta rengörs genom betning, slipning och torkning för att förbättra vidhäftningen till torrfilmen.
- Laminering: En torr film fästs på kretskortets substratyta som förberedelse för efterföljande bildöverföring.
- Exponering: UV-ljusexponering gör att den torra filmen på kortet går in i ett polymeriserat och opolymeriserat tillstånd.
- Framkallning: Den opolymeriserade torra filmen löses upp och lämnar ett mellanrum.

Lödmask sandblästringslinje

Silkscreentryckare

HASL-maskin
8. Sekundär kopparplätering, etsning, AOI
- Sekundär kopparplätering: Mönsterelektroplätering och kemisk kopparapplicering utförs på de områden i hålen som inte täcks av torrfilmen. Detta steg innebär också ytterligare förbättring av konduktiviteten och koppartjockleken, följt av tennplätering för att skydda linjernas och hålens integritet under etsningen.
- Etsning: Baskopparn i det yttre torrfilms- (våtfilms) fästområdet avlägsnas genom filmavskalning, etsning och tennavskalning, vilket fullbordar den yttre kretsen.
- Yttre lager AOI: I likhet med inre lager AOI används optisk skanning av AOI för att identifiera defekta platser, vilka sedan repareras av relevant personal.

Flygande nåltest

Routingavdelning 1
Ruttavdelning 2
9. Applicering av lödmask: Det här steget innebär att en lödmask appliceras för att skydda kortet och förhindra oxidation och andra problem.
- Förbehandling: Skivan betas och tvättas med ultraljud för att avlägsna oxider och öka kopparytans grovhet.
- Tryckning: Lödresistent bläck används för att täcka de områden på kretskortet som inte kräver lödning, vilket ger skydd och isolering.
- Förgräddning: Lösningsmedlet i lödmaskens bläck torkas och bläcket härdas inför exponering.
- Exponering: UV-ljus används för att härda lödmaskens bläck, vilket resulterar i bildandet av en högmolekylär polymer genom ljuskänslig polymerisation.
- Framkallning: Natriumkarbonatlösningen i det opolymeriserade bläcket avlägsnas.
- Efterhärdning: Bläcket är helt härdat.

V-skuren maskin

Fixturverktygstest
10. Textutskrift: Detta steg innebär att text skrivs ut på kretskortet för enkel referens under efterföljande lödprocesser.
- Betning: Kartongens yta rengörs för att avlägsna oxidation och förbättra tryckfärgens vidhäftning.
- Textutskrift: Önskad text skrivs ut för att underlätta efterföljande svetsprocesser.

Automatisk e-testmaskin
11. Ytbehandling: Den bara kopparplattan genomgår ytbehandling baserat på kundens krav (såsom ENIG, HASL, silver, tenn, plätering av guld, OSP) för att förhindra rost och oxidation.
12. Kortprofil: Kortet formas efter kundens krav, vilket underlättar SMT-patchning och montering.

AVI-inspektionsmaskin
13. Elektrisk testning: Kretsens kontinuitet testas för att identifiera och förhindra eventuella öppna kretsar eller kortslutningar.
14. Slutlig kvalitetskontroll (FQC): En omfattande inspektion genomförs efter att alla processer har slutförts.

Automatisk tvättmaskin för kartonger

FQC

Förpackningsavdelningen
15. Förpackning och leverans: De färdiga kretskorten vakuumförpackas, förpackas för leverans och levereras till kunden.